奏响电商物流变奏曲
Musikhaus Thomann公司的所有人Hans Thomann建设了一座技术先进的自动化配送中心,其能够轻松地处理门店补货和网上订单。
Musikhaus Thomann是一家已经找到一条能够满足多渠道零售挑战道路的零售商。在任何一个星期六都会有多达2500位音乐人和音乐爱好者来到Thomann公司占地5500m2的音乐超级商场来购物。这座超级商场位于德国Treppendorf这座人口仅为150人的小村庄,而这个小村正是这家公司1954年的创立之地。在这里,Thomann公司贮存了多达65000种不同的乐器、配件和曲谱。与此同时,公司还为约400万在线客户服务,这些客户分布在全欧洲各地,每年产生约5.22亿美元的合计销售额。事实上,在线销售是Thomann公司近年来业务当中增长最快速的领域。
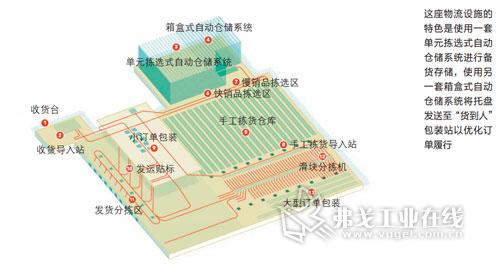
而这家门店和在线客户都由同一座高度自动化的占地20000m2的配送中心提供服务。这座由TGW Systems公司设计的物流设施的特色包括:
●一套单元拣选式自动仓储系统(AS/RS),拥有1万8000个货位;
●一套4通道箱盒式自动仓储系统,拥有7万个托盘位。每条通道配备两台堆垛机。箱盒式系统能够每小时执行超过1000次双向作业;
Thomann公司还实施了4种不同类型的分拣流程,包括:
●在单元拣选式自动仓储系统内的“货对人”拣货站处,纸箱从托盘上拣取出来;
●快销品从位于箱盒自动仓储系统内的纸箱自流货架上拣取;
●慢销品从位于箱盒自动仓储系统内的4个“货到人”作业站处拣货;
●较大型或体积较大的货品,如吉他,则从传统货架上手工拣货。
总而言之,这套系统经常要每天处理约12000件包装,这座物流设施的设计规模为在高峰期每天处理多达20000件包装。更为重要的是,这是一套响应速度非常快速及时的系统,能够在28min内完成订单拣货并将订单输送至发货卡车上。
“我们在这座新配送中心上投入的资金是非常值得的,”Hans Thomann这样表示,正是他的父亲创建了这家企业。“这座配送中心让我们能够为传统客户提供更好的服务,同时满足客户网上购物的需要,而这种购物方式对我们未来的成长具有日益重要的意义。”
谱写新篇章
从小成长于零售音乐企业之中的Thomann说,他希望将父亲的事业扩展到位于Treppendorf的商店之外。“当我还是个孩童时,对于客户说其他商店能供应我们所没有的产品或能以更便宜的价格出售相同产品时,我总是很生气,”他说,“我发誓,总有一天我会打造一座拥有让其他店主都羡慕的价格和产品范围的商店。”
今天,Musikhaus Thomann公司能供应丰富的德国乐器和配件产品,包括一系列著名优质品牌,以及欧洲其他地方所没有的独家进口乐器产品。在每年销售超过5亿美元音乐相关产品的同时,这家公司还雇佣了40位员工专职于质量控制。每一把吉他、弦乐器和管乐器都在发货前经过了检验、核对和调音。“客户可以一打开包装就能演奏乐器,”Thomann这样表示。
选择范围和客户服务的组合导致了电子商务业务的蓬勃发展,因而需要建造一座新的配送中心。“我们的旧系统已经最大限度利用到不堪重负的程度了,”Thomann表示,“我们知道要想跟上电子商务的发展步伐,我们就需要一座出货量增加40%~50%的物流设施。”
但是,除了大量出货以外,Thomann还想要建设一套响应敏捷的系统,能够为那些想要自己挑选订单的客户提供高水平的服务。“我们的仓库贮货量已经达到94%的服务水平,”Thomann这样说,这意味着在94%的时间内任一件货品都有库存并可供购买。“但是,这样的库存利用度如果只能达到在客户下订单后两天内才可将货品从仓库内取出,那么企业就没有发展可言了。”而这座新仓库能够快速履行在线订单或将订单快速输送至门店。这一点在星期六特别重要,这天会有许多音乐人长途跋涉来到Treppendorf挑选新乐器。
从拣货至发货只需28分钟
灵活性是另一项重要的特性。Thomann不仅存储着数以千计的库存单位(SKU),而且这些单位之间从尺寸、重量和价值方面来说都有极大差异。因此,这座配送中心采用了多项不同的存储和拣货技术及策略。
Thomann公司的配送中心采用了灵活的自动化方案和4种不同的拣货流程,用于履行在线订单并为一座超级商场补货。
收货:Thomann公司在其收货台(1)处同时接收卡车到货和集装箱到货。用托盘装载的货品由叉车卸载并输送至一个托盘输送机系统导入站(2)。
入库:尽管有些库存可以直接发送至某个拣货区,但绝大多数产品将存储在单元拣选式仓储系统(3)内的备货货位上。在托盘被导入至输送机系统时,托盘上的一个条形码将自动被一台固定式条码读取器所读取。根据扫描到的信息,系统将指挥堆垛机将其输送到自动仓储系统内的某个货位。
补货:在发送至某个拣货区之前,货品必须重新集放在存储托盘内,这些托盘将由箱盒式自动仓储系统(4)负责搬运。工作人员将包装或产品从托盘上取下并扫描后放入托盘内。在托盘包装好后,将会放置到一套输送系统内,而这套系统将托盘发送至箱盒式自动仓储系统。这个仓储系统将扫描托盘上的条形码,在存储单元内确定一个位置。
较大尺寸的货品,如吉他和鼓,将由叉车运输到一个手工拣货仓库(5)的存储货位以待手工拣货。这些货品将采用原包装进行贮存。
拣货:Thomann公司在履行订单时采用了4种拣货策略。由于这座设施内并没有设置缓存区,所以要点在于,无论采取什么方式来拣取同一订单的所有货品,这些货品都要在时间上尽量集中地到达某个拣货站。为了达成这一目标,这座设施的仓库控制系统会同步拣货的起始时间。
快销品(6)从箱盒式自动仓储系统内沿一条通道的纸箱自流式货架拣取至一个塑料托盘内。一套按灯光指示拣货系统将指挥工作人员前往拣货位置并指示所需拣取货品的编号。在托盘内所装的全部货品都拣货完毕后,就会将它放在取走输送机上。
慢销品(7)从4个“货到人”拣货站之一拣取。每位工作人员可以同时处理4个待处理客户订单。
供货托盘将从箱盒式自动仓储系统直接发送至作业站。在供货托盘抵达后,一套灯光指示系统将指示工作人员将货品放在正确的运送托盘内。在托盘内所装的全部货品都拣货完毕后,就会将它放在取走输送机上。
单元拣选式自动仓储系统:在单元拣选式自动仓储系统(3)的一个货到人作业站处,纸箱将从托盘上拣取并放上纸箱取走输送机。
手工拣货:较大的货品,如吉他和鼓,将以其原厂包装容器贮存在传统托盘货架(5)上。驾驶叉车或步行的工作人员将从自己的便携计算机上收到指示并从货架上拣取货品至托盘。在所有货品拣选完毕后,这些货品将输送至一个手工拣货导入站(8),在这里货品将贴上标签,这个标签将此货品与订单关联起来。而昂贵的货品,如吉他,将首先送至一个检验站进行质量控制检查。
包装和发货:无论订单货品在何处拣选,Thomann公司都采用两种包装和发货策略。一个是可以在一个容器内发货的小型订单。另一种是包含了多个不同货品的较大型订单或包含一个以上发送容器的订单。
小型订单:在整个订单能够装在同一个发货容器内时,这个订单就将输送至用于小型订单的包装区(9)。在这个小型订单区内,托盘将输送到一个作业站处,货品将在这个作业站被放入发运纸箱、密封并加贴发送识别标签(10)。然后,这些货品被输送至发货区(11),在这里将给包装容器贴上标签,然后分拣到一个发货巷道并直接装上卡车等待发货。
大型订单:这些订单将通过滑块式分拣机(12)分流至大型订单拣货区(13)。这个区域内的每个作业站都拥有两条滑道。这样能让一位工作人员可以同时处理两个待处理订单。一旦其中一个订单的全部货品到达这个包装站,工作人员就会将相应信息读取到自己的屏幕上,这些信息会告诉他应使用哪一尺寸的纸箱以及应将包装站内的哪些货品包装到这个纸箱内。一旦包装完毕,这个纸箱就将被密封并粘贴上一个条形码ID,然后放回到输送机系统,并在输送机系统内分拣至发送标签区(10)。然后,将会给这个发货容器粘贴上一个发货标签,对其进行分拣(11),再发至一个发货巷道并直接装载到卡车上进行发货。
来自传统贮存区的大型货品将导入至输送机系统并运输至大型订单拣货区(13),并在此处从其原始包装当中取出并采用包裹发运用的运输包装材料进行重新包装。然后,就像其他大型订单包装区内的货品一样,这些货品将分拣至发送标签区(10),粘上标签并随后分拣(11)至某个发货巷道并直接装上卡车以待发货。
协调一致的自动化
而在灵活式存储、拣货和包装技术之外,由软件负责协调和指挥这些运行,对于Thomann公司来说,重要的是同一订单的所有货品以非常接近的时间间隔送至包装站。这样就可以快速地将订单组合在一起进行发货。“只有在所有货品都包装好并发往客户之时,我们才会开具收据或对信用卡计费,”Thomann这样说。
与此同时,Thomann公司并没有在这座设施内设置缓存系统,用于将同一订单的不同货品缓存直至其发货为止。反之,这套仓库控制系统在程序上设计为能够协调好每个拣货流程的启动时间,这些在传统存储区手工拣取货品能够与其他来自单元拣选式或箱盒贮存自动化仓储系统的货品在大致相同的时刻到达分拣机处。
随着公司不断提升自己的网上销售额,Thomann表示他已经在考虑将来的物流扩建了。“我们正在计划后续步骤以增强这座设施的性能,或者需要建设第两座设施了,”他这样表示。


















获取更多评论